





为了让您更地了解我们的弯管,H型钢拉弯精工制作,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
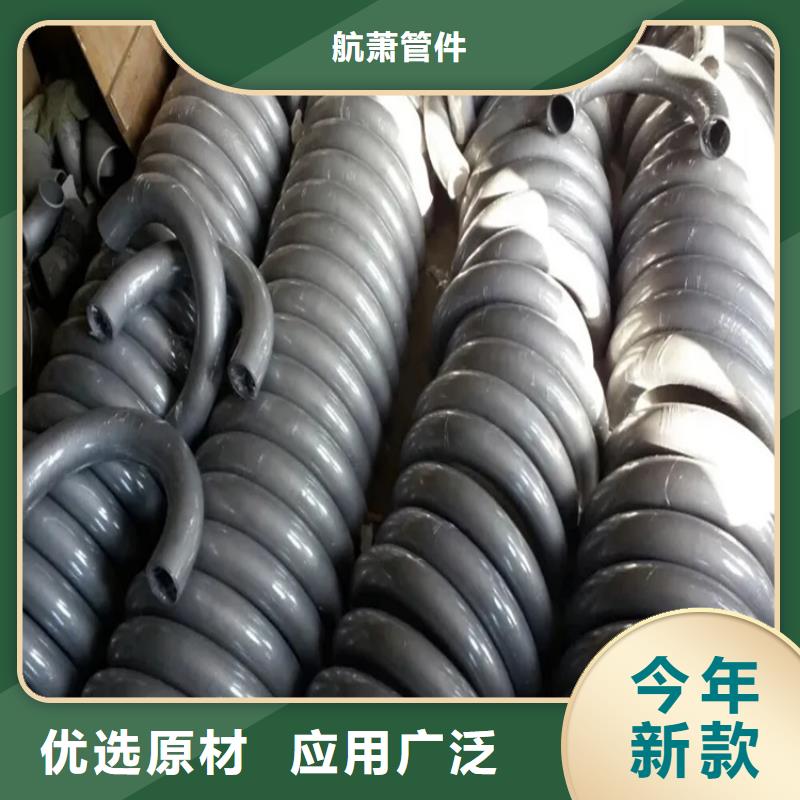
以下是:弯管,H型钢拉弯精工制作的图文介绍


怎样掌握到数控弯管机生产加工技术性的必要性规定、如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。 怎样掌握到数控弯管机生产加工技术性的必要性规定 现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。 在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。 因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。



航萧管件有限公司可定制各种型号 焦作修武H型钢拉弯大量现货,当天即可发货,欢迎咨询。


使用方法:成型过程中润滑对产品质量的影响: 企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进的弯管机,用强度更高的模具,或者采用润滑产品等办法。采用的弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去因为采用油基弯管润滑产品对终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。 在传统的油基润滑产品应用过程中,企业的生产效率被极大的制约,因为油基润滑产品的流动性和极难清洗性,更造成了对生产环境和工人工作条件的污染,企业这些污染往往需要花费大量的金钱和人力物力。采用可以为企业减少甚至避免上述清理污染的人力物力的付出,其免洗可直接焊接的特性,更大大的提高企业的生产效率和产品品质。而IRMCO水基弯管脂的用量通常情况下可以比传统的润滑油可以减少50%-80%的用量,可以为企业节省更多的费用。



型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



弯管机日常使用中如何避免故障发生 在科技技术逐渐发达的今天,我国的弯管机设备同样在对于液压弯管机与全自动弯管机和切管机以及缩管机等管材加工机械在质量与技术方面现在已经日渐成熟稳定了,不会像过去因为某个新产品新技术的诞生,我们都是处于摸索的状态,所以机器的性能稳定方面是比较脆弱的,但是今天的管材加工设备都是处于稳定而常规化了,所以在购买机床后只要您认真保养好机床,是可以很长久的使用的。 但是弯管机会在日常使用中,常常出现哪些问题呢?其实这些问题我们早在前面的日志技术文章中也有提起过,今天我们在老话常谈,通常会出现问题的有液压区域,由于机器在弯管时,管材采用金属圆锯机切割会留有很多小铁销。这些铁销如果没有被清理干净就直接拿到弯管机中加工弯管,而很多弯管机模具都有带芯棒来弯曲的,因为怕饱满度不够高,所以会出现起皱或者塌陷进去等现象。 这样在弯管机将管材插进芯棒时这些小铁销就会掉出来,而没有被清理掉的铁销会掉入机身内部的油箱里面,我们都知道液压弯管机采用油泵输入液压油靠电磁阀来提供液压动力。所以这些铁销进入油箱后大部分会被我们的进油管里面的滤网所过滤掉,但是也会有小部分铁销会进入到油泵里面,这样被吸入进油泵的铁销就会进入到电磁阀里面,而这些铁销因为无法在电磁阀里流动导致出现液压电磁阀堵塞,而液压油无法流动这样会出现某一对应的动作失灵,导致液压弯管机无法正常工作。 即便出现这种现象也无需慌张,只要根据控制面板上按键来手动按某一动作,再看电磁阀上的指示灯看准是哪一个电磁阀不起作用了,再将电影关闭。然后用一把4mm的内六角扳手,将固定在分油板上的电磁阀拆下。用干净的煤油将电磁阀清洗干净后,用将内部吹干净将里面的铁销清洗出来后,再安装上去就可解决。
