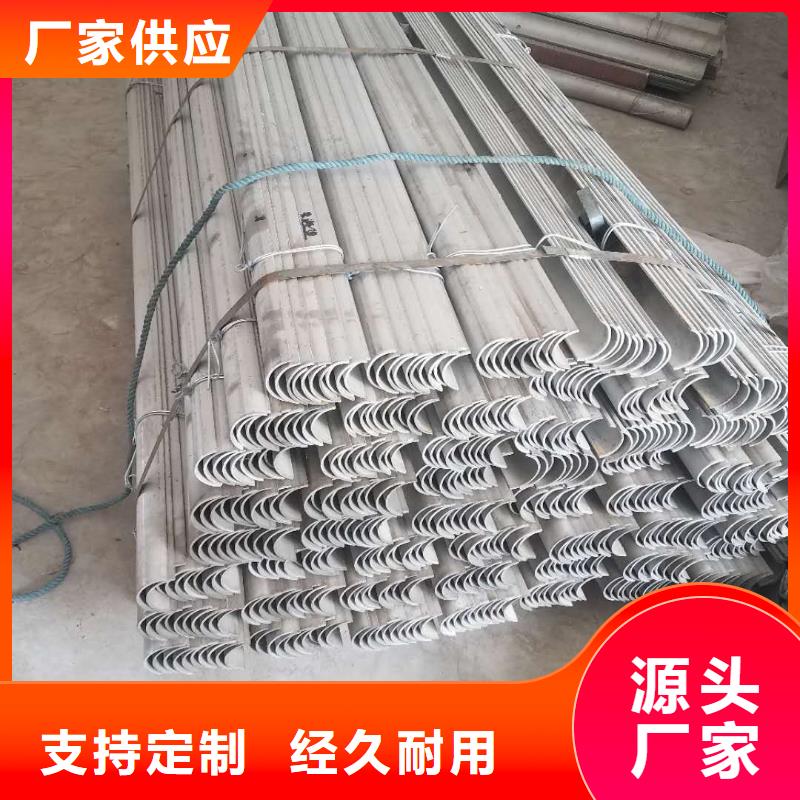





防磨瓦加工厚度2mm、3mm、4mm、5mm居多,一般是根据磨损严重程度及导温需要采用不同厚度。
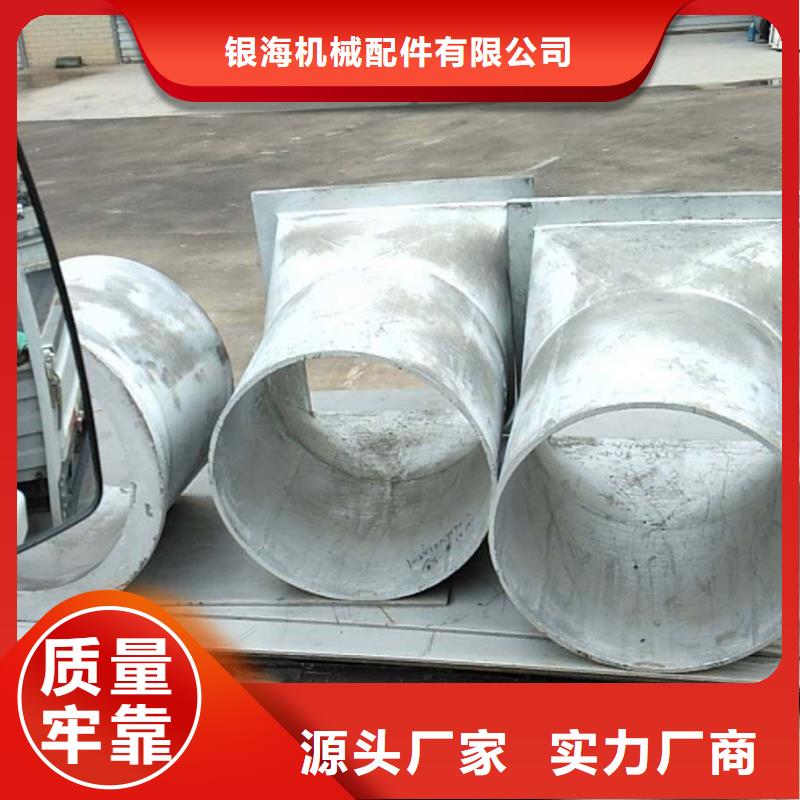
现在很多锅炉生产厂家为了节省生产成本,出厂时锅炉管道就没有设计安装防磨瓦或者安装使用防磨瓦的部位很少,当锅炉使用若干年后,后期更换管道的维修费用就增加了,更换一支管道不考虑材料因素的费用在300—1000元,况且更换管道耗时较长,增加焊口,存在隐患,而一件防磨瓦一般价格在200元以内,保护管道周期长(比管道耐磨性能高),更换简单,所以很多电厂都在可能磨损的管道上尽可能的加装防磨瓦,机组容量越大(200MW——1000MW)需要的防磨瓦越多。也有部分电厂采用喷涂防磨技术(就是在高温下喷上去一种防磨粉,粘附在管子上)的,不过代价更高而且效果一般,一般适用于导热要求较高的部位。



化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其它合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其它热处理工艺如淬火及回火。化学热处理的主要方法有渗碳、渗氮、渗金属、复合渗等。



东腾特钢有限公司(临沂分公司)主要经营: 炉排。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。


炉排片息介绍
倾斜往复炉排区别于链条炉排的一个主要特点,是炉排与煤有相对运动。当活动炉排向后下方推动时,部分新煤被推饲到已经燃着的煤的上部,当活动炉排向前上方返回时,又带回一部分已经燃着的煤返到尚未燃烧的煤的底部,对新煤进行加热。这种着火条件与手烧炉相近,而优于链条炉。煤在被推动过程中,不断受到挤压,从而破坏焦块与灰壳。同时煤又缓慢翻滚,使煤层得到松动与平整,有利于燃烧。



防磨瓦的制作工艺先期以铸造为主,但是铸造的防磨瓦制作工期长(20—50天),焊接性能差,焊接不牢固,成本高(压制防磨瓦的两倍以上);现在的防磨瓦制作都是采用较高压力的压力机、专业模具压制,制作时间短,焊接性能好、焊接不宜脱落,表面光滑,外观漂亮。带弯防磨瓦通过在压力机上压制成型或者在弯管机上用专用磨具弯制而成。
我们始终坚持“诚经营,用户至上”的经营理念,努力实现以优质的产品、优的质量、合理的价格、完善的服务答谢新老顾客户,销售网络现已遍布全国各地。公司全体同仁热忱欢迎新老朋友光临、惠顾、指导,让我们携手共进,共创辉煌!
