
想要了解酸洗磷化无缝钢管,异型无缝钢管用心做好每一件产品产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:酸洗磷化无缝钢管,异型无缝钢管用心做好每一件产品的图文介绍


酸洗磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净 的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。
特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。



本公司技术力量雄厚,生产设备齐全、检测手段完善,主要产品有 云南临沧精密无缝钢管。公司拥有完整、科学的质量管理体系,坚持“质量图生存,诚信赢声誉,创新求发展”的经营理念愿以优良产品,良好的服务真诚期待国内国际朋友的光临合作!公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。单勇飞0635-8881095
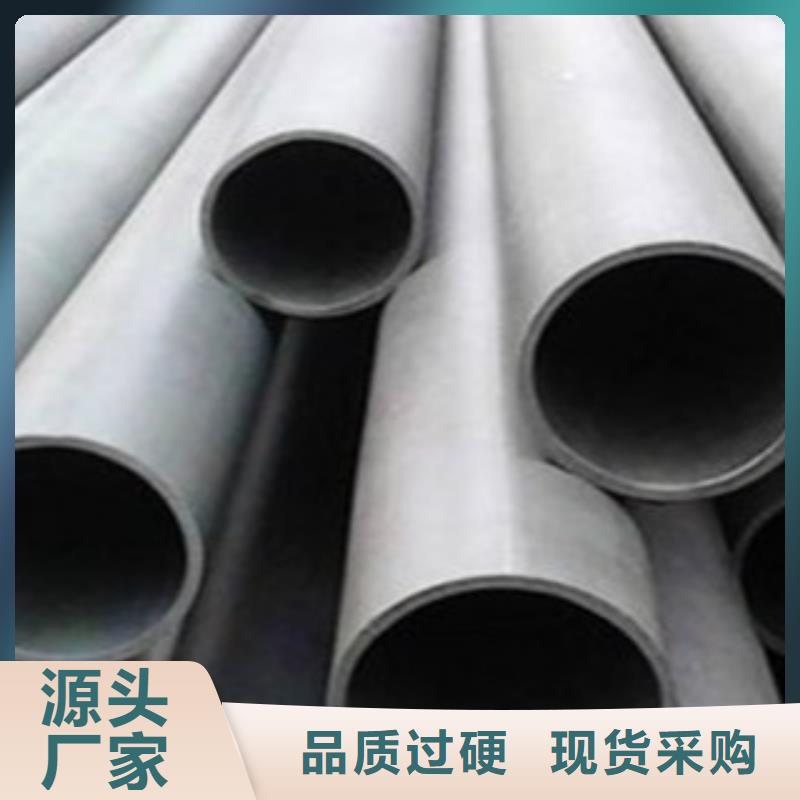
酸洗磷化无缝钢管,异型无缝钢管用心做好每一件产品


不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。烟台酸洗钝化无缝钢管规格齐全
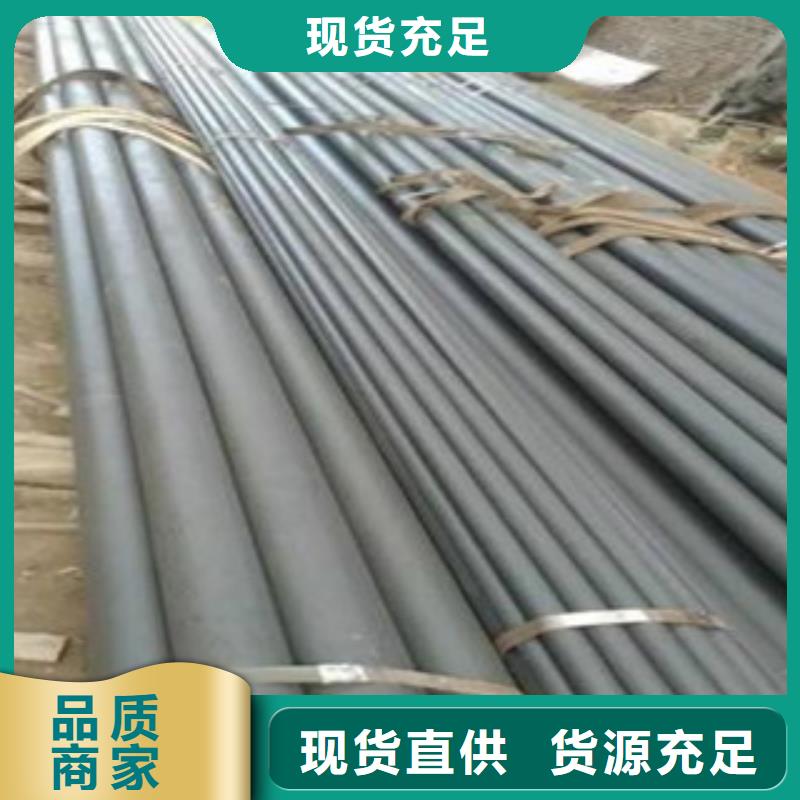
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。



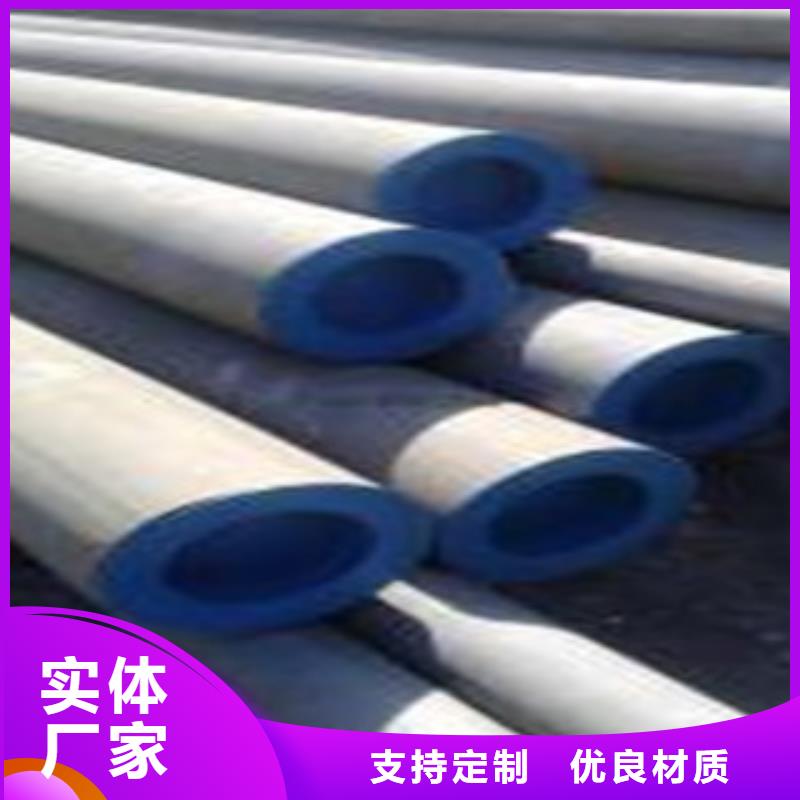
用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。
